





Фитинги и концевая арматура
В качестве наконечников (присоединительной арматуры) испольуется фитинги для буровых рукавов с метрической, конической и трубной резьбой или с фланцевым соединением. Вся продукция сертифицирована.
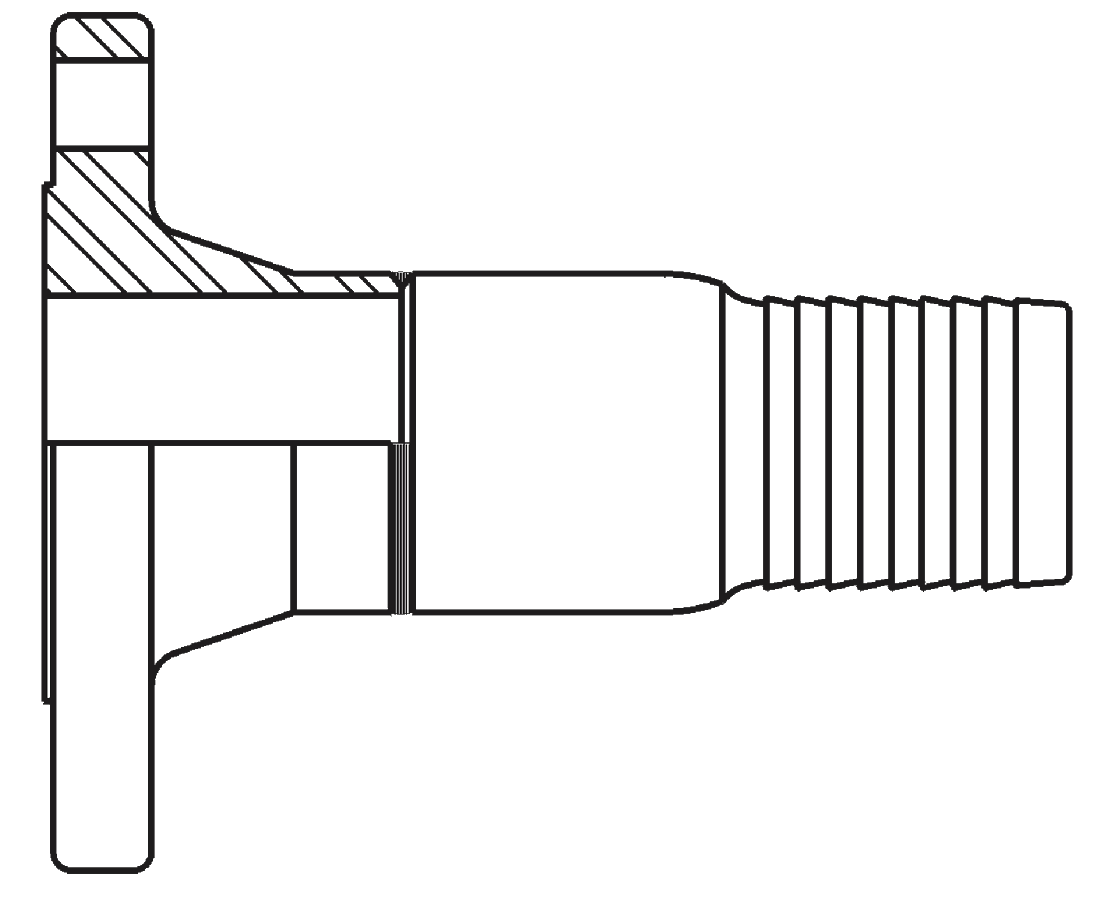
Фитинг BSPT с трубной цилиндрической резьбой по ГОСТ 6211-81 (ISO R7)
 |
Фитинг BSPT имеет угол захода ответной части фитинга BSPT - 60°(на ниппеле фитинга BSPT - наружный конус 60°, на штуцере фитинга BSPT - внутренний конус 60°). Данная резьба широко используется во многих современных гидравлических системах. |
 Внутренний диаметр шланга |  Резьба цилиндрическая | Рабочее давлений, бар | |
|---|---|---|---|
| размер | дюйм | ||
| 50 | 2 | 2 | 350 |
| 50 | 2 | 2 1/2 | 350 |
| 76 | 3 | 3 | 350 |
| 76 | 3 | 4 | 350 |
| 102 | 4 | 4 | 350 |
 |
Используется при эксплуатации и обслуживании нефтяных скважин совместно с гладкими насосно-компрессорными трубами с высаженными наружу концами. |
Внутренний диаметр шланга | Резьба коническая | Рабочее давлений, бар | |
|---|---|---|---|
| размер | дюйм | ||
| 50 | 2 | M60x2,5 | 350 |
| 76 | 3 | M73x2,5 | 350 |
| 102 | 4 | М102х2,5 | 350 |
| 114 | 4 | М114х2,5 | 350 |
|
|
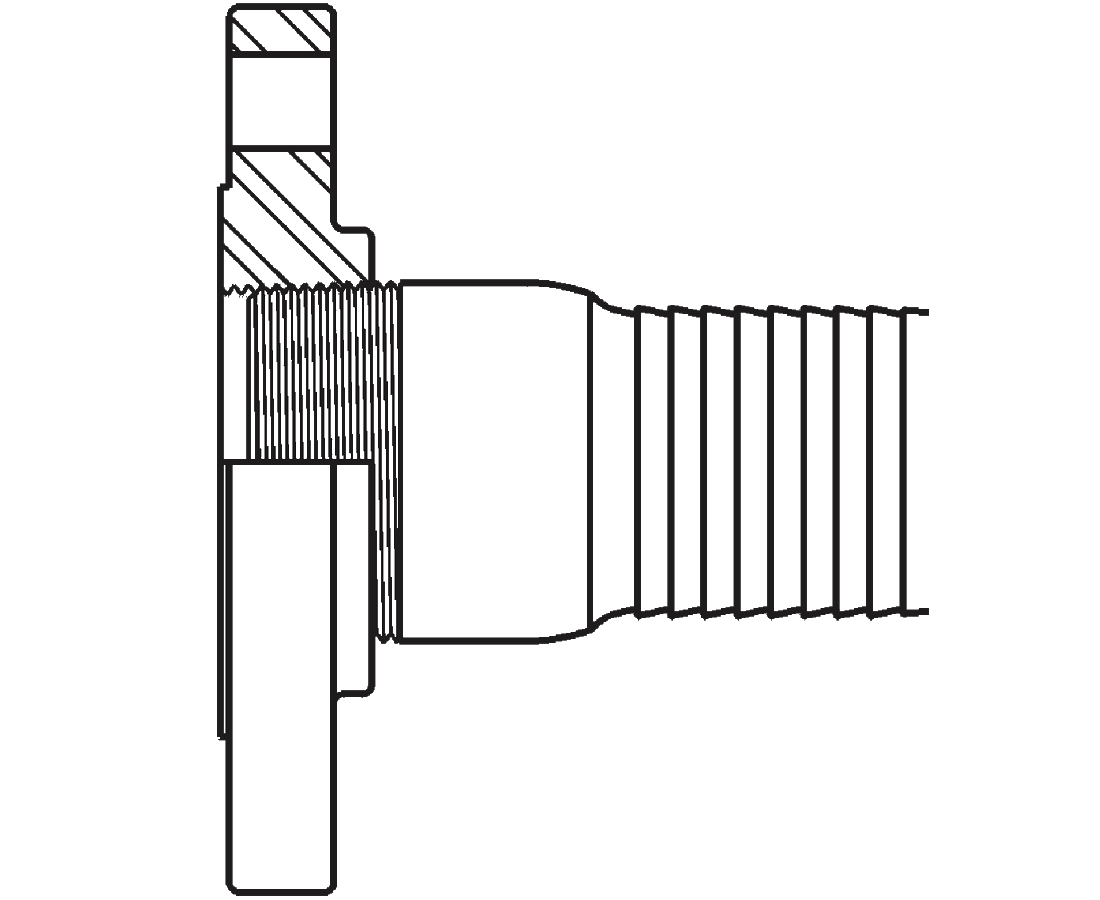
N.P.T.F. - National Pipe Tapered Fuel (американский стандарт) Аналог: NPT по ГОСТ 6111-52 с конической резьбой. |

Внутренний диаметр шланга | Резьба коническая | Рабочее давлений, бар | |
|---|---|---|---|
| размер | дюйм | ||
| 50 | 2 | 2 | 350 |
| 50 | 2 | 2 1/2 | 350 |
| 76 | 3 | 3 | 350 |
| 76 | 3 | 4 | 350 |
| 102 | 4 | 4 | 350 |
Фланцы фланцевые
Фланцевые соединения отличаются прочностью и надежностью, что позволяет использовать их для комплектации трубопроводных систем, работающих под высоким давлением.
Благодаря большей площади соединительной поверхности (по сравнению с резьбовыми соединениями), фланцевое соединение дает возможность перераспределения нагрузок в местах соединения трубопровода, что особенно актуально при стыковке больших диаметров.
Фланцевые соединения изготавливаются в соответствии со стандартами:
-ГОСТ 33259-2015 (12815 – 12822) / ISO 7005-1:2011
-ГОСТ 28919-91
-ASME (ANSI) B 16.5
-API Spec 6A
-API Spec 17D
-DIN 2502-03, 2527, 2558, 2561, 2565-69, 2573, 2576, 2628-38, 2641-42, 2652-53, 2655-56, 2673, 28115, 86029-30
*подробные технические характеристики фланцев по различным стандартам см. в разделе «Фланцы»
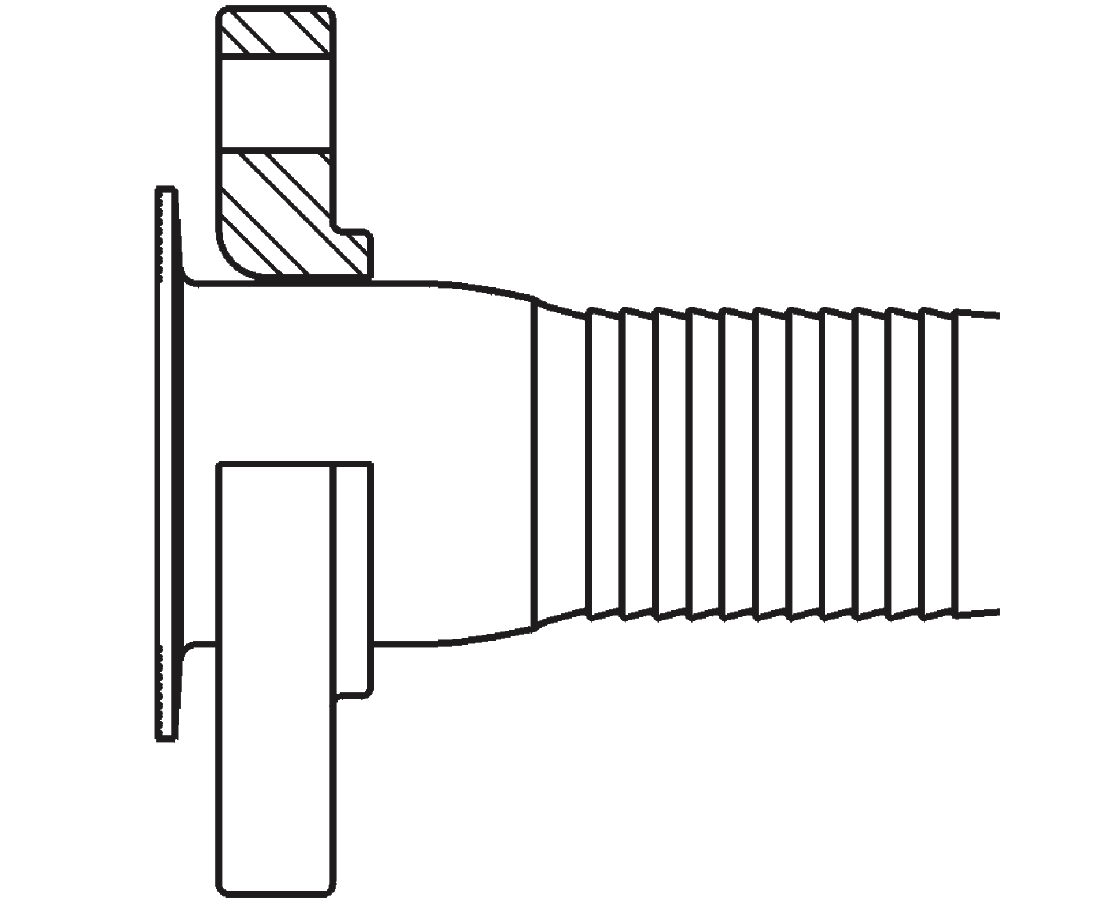
Варианты исполнения фитинга с фланцевым соединением
 |
 |
 |
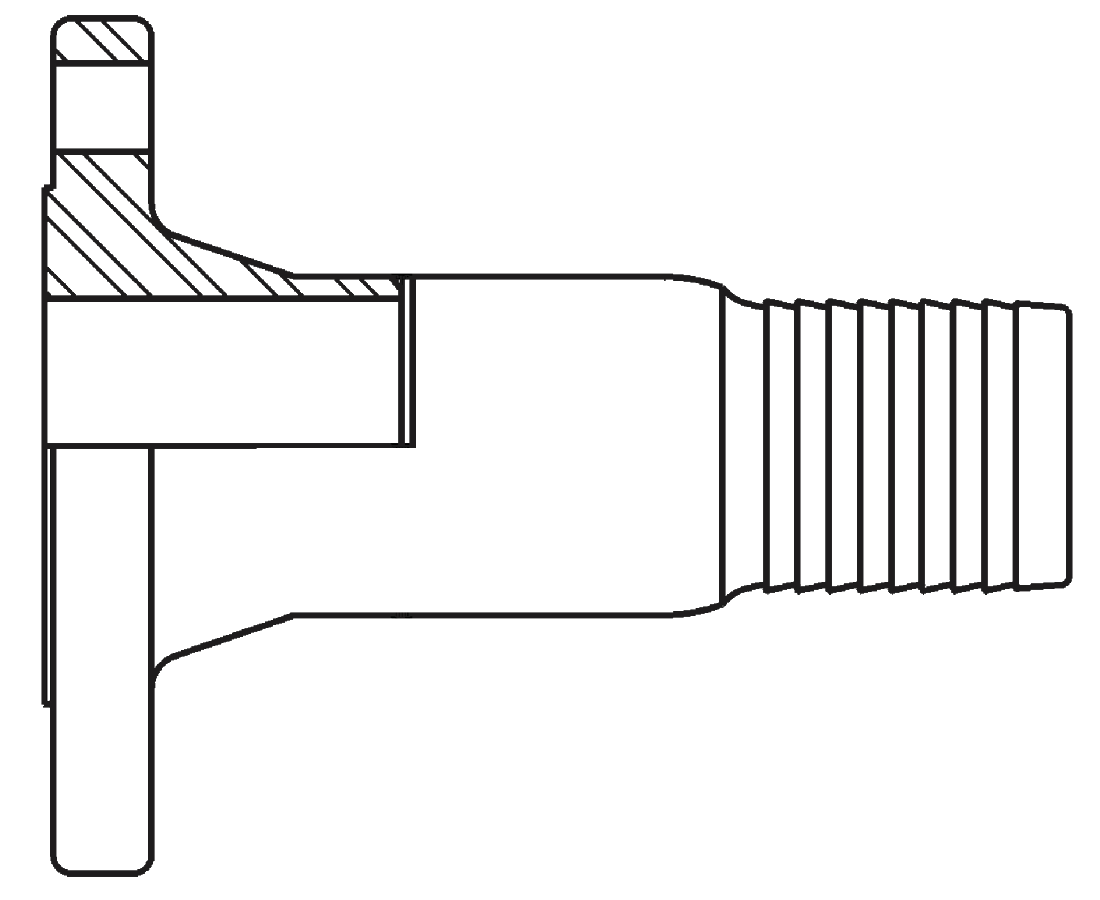 |
| Сварной | Резьбовой | Свободнолежащий | Монолитный |
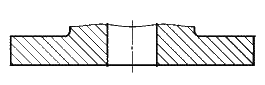
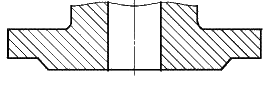
Типы уплотнительной поверхности
Российскими и международными стандартами производства фланцев предусмотрены различные варианты исполнения поверхности для герметичного соединения с ответной частью (смежным фланцем) присоединяемого элемента трубопровода.
 |
 |
 |
 |
| Плоскость | Соединительный выступ | Шип | Паз |
 |
 |
 |
 |
| Выступ | Впадина | Под прокладку овального сечения | Под линзовую прокладку |
В зависимости от типоразмера и рабочего давления рукава фитинг изготавливается в комплекте с муфтой или обжимной усиленной муфтой.
Изготовление по Вашим техническим требованиям
 Процесс изготовления деталей по чертежам начинается с того, что заказчик передает свои чертежи нашему инженеру-технологу. Инженер проверяет чертежи будущей детали на технологичность в изготовлении и соответствие требованиям технической документации.
Процесс изготовления деталей по чертежам начинается с того, что заказчик передает свои чертежи нашему инженеру-технологу. Инженер проверяет чертежи будущей детали на технологичность в изготовлении и соответствие требованиям технической документации.
Возможен упрощенный вариант, когда заказ выполняется по эскизам заказчика с отступлением от требований технической документации. В это случае идет проверка технологом технологичности изготовления детали (изделия). То есть, можно ли, исходя из технологических возможностей цеха, изготовить это изделие.
Наша компания предлагает изготовление деталей по чертежам заказчика для любого региона России и СНГ. Отправьте запрос на электронную почту info@gidrocom.com или позвоните по телефону +7 (495) 133-59-13
В случае, проблем в изготовлении детали технолог согласует с заказчиком изменения в конструкторской документации. При этом сохраняется основное назначение изготавливаемого изделия. После согласования всех вопросов по чертежам инженер-технолог приступает к разработке маршрутно-технологического процесса по изготовлению детали в цехе. При разработке маршрутной технологии инженер при необходимости может заказать специальное технологическое приспособление, если необходимо выполнить какие-то нестандартные операции при изготовлении детали или специальный инструмент. С заказчиком обычно согласовывают такие моменты, так как при этом возможно удорожание заказа или заказчик намерен забрать все специальные приспособления вместе с выполненным заказом. После написания маршрутного технологического процесса эта техническая документация поступает в механический цех, где последовательно по техпроцессу производятся токарные, фрезерные, шлифовальные работы и термическая обработка детали.