





Производство
Собственное КБ |
|
 |
Наша конструкторская группа состоит из высококлассных специалистов с большим опытом разработки технической документации как для производства серийной продукции, так и для исполнения специальных заказов. На этапе разработки документации конструктор учитывает все технические требования, условия дальнейшей эксплуатации продукции, а также любые другие требования и пожелания Заказчика. В случае разработки уникальных компонентов под индивидуальные проекты, комплект готовых чертежей согласовывается с заказчиком. |
Механический цех |
|
 |
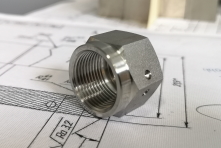
Высокотехнологичная производственная база позволяет в короткие сроки производить как серийную продукцию, так и сложные специальные заказы. Концевая арматура производства ООО ПК «Гидроком-М» изготавливается на высокоточных металлообрабатывающих станках, оснащенных ЧПУ, с использованием оригинальной оснастки. Благодаря этому достигается высокое качество выпускаемой продукции и полное соответствие стандартам. |
Цех сборки РВД |
|
 |
Цех оснащен профессиональным отрезным, окорочным и опрессовочным оборудованием. Специалисты цеха проводят подготовку и зачистку рукава до опрессовки, а также обязательную продувку и испытания после. Маркировка наносится на концевую арматуру готового рукава (фитинг или муфту) или специальную металлическую бирку на самом рукаве. По желанию Заказчика, маркировка может содержать дополнительную техническую информацию, необходимую для дальнейшего использования РВД. |
Сварочный цех |
|
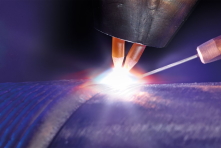 |
На своем производстве мы осуществляем сварочные работы на современном высокотехнологичном оборудовании. Мощность полуавтомата позволяет достигать качественных сварных соединений на изделиях с различной толщиной металлической стенки. На изделиях из нержавеющей стали сварка производится аргонодуговым методом для достижения надежности соединения и аккуратности швов. Особое внимание в нашей компании уделяется входному контролю качества расходных материалов (электроды, сварочная проволока), а также выходному контролю готовых изделий. Дефектоскопия проводится неразрушающим методом ультразвукового контроля сварных соединений (УЗК) для выявления воздушных полостей и других изъянов шва, что может в дальнейшем отразиться на качестве соединения. |
Испытательная лаборатория |
|
 |
Испытательная лаборатория оснащена компрессорным оборудование, насосной станцией и испытательным стендом, что позволяет проводить соответствующие гидравлические и пневматические испытания для всех типов изделий, выпускаемых на нашем производстве. Вся готовая продукция проходит проверку ОТК.По результатам испытаний в собственной лаборатории, выдается протокол испытаний. |